Indice
Q Prólogo
Q Identificación de la carrocería
Q Especificaciones técnicas
generales
Q Motor
Q Válvulas
Q Casquillo de
asiento de válvula de escape
Q Cigüeñal
Q Bielas
Q Pistón
Q Aros
Q Tareas previas al retiro del motor
Q Retiro de la tapa de balancines
Q
Ajuste
de los balancines de válvulas
Q Tubuladuras de admisión y escape. Múltiples
Q
Junta de la tapa de cilindros
Q
Plano de la tapa de cilindros
Q Ajuste de los
tornillos y tuercas de la tapa
de cilindros
Q
Retenes
de aceite de los vástagos de
las válvulas de admisión
Q Rectificación de asientos y cabezas de
válvulas
Q Retén de aceite de la tapa de
distribución
Q
Engranajes
y cadena de distribución
Q Tensor
automático de la cadena de distribución
Q Desmontaje del
cojinete delantero del árbol de levas
Q Desmontaje del cojinete
central del árbol de levas
Q Desmontaje del cojinete
trasero del árbol de levas
Q Montaje de los
cojinetes del árbol de levas
Q Tapón trasero del árbol de
levas
Q Cojinetes de cabeza de biela
Q
Desmontaje de.
pistones y bielas
Q Medición de la luz
entre pistón y cilindro
Q Uso del calibre,
comparador micrométrico
Q Graduado de pistones y
cilindros
Q Determinación del
diámetro del pistón
Q Instalación de pistones
nuevos (montaje)
Q Bielas
Q
Advertencia
para el cambio de aros
Q
Luz entre aros y
canaletas del pistón
Q
Cigüeñal
Q Comprobación del
"tiraje" de bancada y de biela
Q Embrague
Q Embrague
Q Desarme de la caja de
velocidades
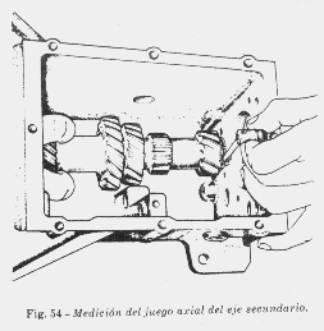
Q Eje
secundario (verificación del juego axial)
Q Unidades
sincronizadoras de la caja
Q
Montaje
de unidades sincronizadoras
Q Montaje de la caja de
velocidades
Q Puente trasero
(diferencial)
Q Especificaciones
técnicas y datos para taller
Q Desmontaje del puente
trasero
Q Verificaciones
y ajustes en el diferencial
Q Cojinetes cónicos a
rodillos
Q Engranajes y
piñones del diferencial
Q Bridas
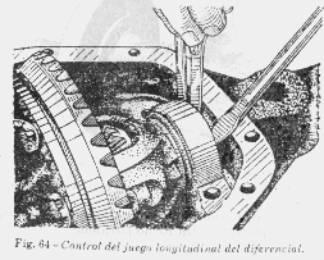
Q Juego
longitudinal del diferencial
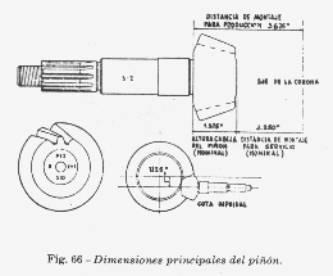
Q Cálculo de la
distancia de montaje del piñón
Q Advertencias
importantes relacionadas con el montaje del diferencial
Q Especificaciones
técnicas para taller
Q Ajuste de la
precarga de los cojinetes del piñón
MISCELÁNEA PARA MANTENIMIENTO
Q Filtro
de ventilación del cárter
Q Registro
de la palanca de embrague
Q Tapa de
presión del radiador
Q Valores
para el empleo de llave
dinamométrica
 La
fábrica de automóviles "Chrysler" Argentina'; productora de los
conocidos modelos "Dodge" de gran turismo, ante la evidente necesidad
de crear un modelo mediano de automóvil que se adaptara a las necesidades del
público usuario de éste país incorporó en su serie de fabricación el modelo
"Dodge 1500 el que actualmente goza de gran prestigio y preferencia
La
fábrica de automóviles "Chrysler" Argentina'; productora de los
conocidos modelos "Dodge" de gran turismo, ante la evidente necesidad
de crear un modelo mediano de automóvil que se adaptara a las necesidades del
público usuario de éste país incorporó en su serie de fabricación el modelo
"Dodge 1500 el que actualmente goza de gran prestigio y preferencia
Se
trata de un automóvil compacto, sólido y de tipo mediano que reúne todas las
condiciones de comodidad y confort, habiendo sido construido atendiendo a la
técnica más moderna en materia de mecánica automotriz.
Como
es lógico suponer, la composición de este manual fue posibilitada por la
gentileza de los fabricantes de la marca los cuales facilitaron el material
necesario para esa finalidad, con las restricciones de rigor, pero respetando
los datos numéricos de las cotas para ajuste y reparación.
Consecuentemente
con ello, el autor advierte que, ante cualquier duda que pueda presentársele al
mecánico, la misma debe ser consultada en los talleres autorizados. No obstante
ello, este manual contiene las explicaciones elementales para realizar los
procedimientos inherentes a las tareas del reparador y ajustador de esta marca
de automóvil
El Autor.
El automóvil Dodge 1500, se aprecia en su aspecto
exterior en la figura 1.
Los datos de identificación de cualquier
automóvil están representados por la
numeración relacionada con el vehículo que a su vez se relaciona con la
carrocería, y por el grabado en determinado lugar del motor.
IDENTIFICACION DE LA CARROCÉRIA
Para este reconocimiento, se consulta la placa de
identificación adosada al panel protector del cofre del motor (figura 2).
Para esta identificación, el motor lleva grabado o estampado
un número en el bloque de cilindros, en la parte posterior del lado derecho
(visto desde el volante) y próximo al distribuidor.
Tipo Válvulas
a la cabeza
Número de Cilindros
4
Cilindrada Total
1.498
cc
Carrera 64,3
mm
Diámetro de Cilindros
Grado "A" 86,121
- 86,131 mm
Grado "B" 86,131
- 86,142 mm
Grado "C" 86,142-86,152
mm
Grado "D" 86,152
- 86,162 mm
Para Serv. Solamente Grado "E". 86,162-86,172 mm
.030 S M 86,893
- 86,903 mm
Relación de Compresión 8,0:1
Pistón cóncavo
Presión de Compresión 9,84-11,25kg
cm
140-160
libs plg.
Octanaje Requerido 90
mínimo (Nafta Especial)
Orden de Encendido 1
- 3 - 4 - 2
Potencia Máxima a 5.400 r.p.m. 72 HP SAE
Por motor máximo a 3.200 r.p.m. 12.2 Kgm.
Material Fundición
de Hierro
Cámara de Combustión. tipo Circular
Descentramiento máximo del asiento de la válvula 0.025 mm.
Angulos de asiento de Válvula 45°
Junta
de la tapa Tipo Asbesto
aglutinado con refuerzo Interno.
Volumen de la cámara de combustión 13.7
a 16.2 cc.
Máxima variación de volumen entre cámaras 060 cc.
Rebaje máximo del asiento de la tapa 0127 mm.
Material
Admisión
Cromo - Níquel - Silicio
Escape
Silicio - Manganeso
Ubicación de las Válvulas En cabeza de
Cilindros
Luz de válvulas en caliente
Admisión 0,20
mm
Escape 0,30
mm
Diámetro de la cabeza de válvula
Admisión
38,00-38,10 mm
Escape 30,42-30,53 mm
Angulos del asiento
45°
Margen Máximo de Contacto 1,524 mm
Margen mínimo sobre el asiento de la válvula 1.01 mm.
Tolerancias del Vástago en la guía
Admisión
0,025 - 0,063 mm
Escape
0,063 - 0,114 mm
Máximo permitido antes de Reacondicionar
Admisión 0.0887
mm.
Escape 0.1397
mm.
Longitud de Válvulas 109.34
- 109.60 mm.
Guías de Válvulas
Standard 7.937
- 7.962 mm.
1er Sobre
Medida 0.076
mm.
2ª Sobre
Medida 0.38
mm.
3ª Sobre
Medida 0.76
mm.
Diámetro del Vástago de la Válvula
Admisión
Válvula
Standard 7.899
- 7.912 mm.
1er Sobre
Medida 0.076
mm.
2ª Sobre
Medida 0.38
mm.
3ª Sobre
Medida 0.76
mm.
Escape
Válvula Standard 7.861
- 7.874 mm.
1er Sobre Medida 0.076
mm.
2ª Sobre
Medida 0.38
mm.
3ª Sobre
Medida 0.76
mm.
Regulación de la Luz de Válvula
Alzada de Leva
Admisión 6.350
mm.
Escape 6.350
mm.
Apertura de Válvulas (incluida la luz)
Admisión 9.525
mm.
Escape 9.779 mm.
Tipo Simple
Sección del Resorte 4.47
mm.
Diámetro Medio 27.31
mm.
Número de espiras actuantes 3.8
Número total de espiras 5.8
Longitud total (sin colocar) 44.32 mm.
Longitud instalado 38.23
mm.
Carga armado 31.78
kg.
Longitud para válvula abierta 28.91 mm.
Carga para válvula abierta 80.4 kg.
CASQUILLO DE ASIENTO DE VALVULA DE ESCAPE
Diámetro Standard 32.600
- 32.626 mm.
1er Sobre Medida 0.051
mm.
2ª Sobre Medida 0.127
mm.
3ª Sobre Medida 0.254
mm.
Ajuste de Interferencia 0.063 -
0.114 mm.
Impulsión. por
cadenas
Número y tipo de Cojinetes. 3- Aluminio-Estaño
Diámetro de los Muñones
Delantero 49,136-49,154
mm
Central. 44,373-44,391
mm
Trasero 39,611-39,629
mm
Diámetro interior del Cojinete
Delantero 4911S7-49,212
mm
Central 44,424-44,450
mm
Trasero
39,662-39,687
mm
Tolerancia de Funcionamiento 0,033 - 0,076 mm
Máximo permitido antes de Reacondicionar 0,127 mm
Juego axial permitido 0,101
- 0,228 mm
Absorbido por Arandela
de empuje
Tipo Totalmente
contrapesado
Material acero
fundido
Carrera 64,210-64,312
mm
Numero y tipo de cojinetes 5 - Babbit
con respaldo de acero
Diámetro de muñones de Bancada
Standard 53,962
- 53.980 mm.
1er Bajo Medida 0.254
mm.
Sub - Tamaño máximo para rectificado 1,01 mm.
Ovalización permitida entre las tolerancias
Diametrales máxima y mínima 0,018 mm.
Diámetro de muñones de Biela
Standard 50,787
- 50,800 mm
1er Bajo Medida 0,254
mm
Ovalización permitida entre las tolerancias
Diametrales máxima y mínima 0,0127 mm
Arandela.
de empuje 2 -
Medias lunas de cobre plomo con respaldo de acero
Juego Axial permitido 0,05-0,20
mm
Tolerancia entre muñón de bancada y cojinete 0,012 - 0,063 mm.
Tipo Perfil
en "H"
Material Acero
Forjado
Distancia entre centros 126,08-126,13
mm
Cojinete Babbit
con respaldo de Acero
Diámetro interior de la cabeza de
biela (sin cojinetes) 54.508
- 54.521 mm
Tolerancia de funcionamiento
entre muñón
y cojinete 0,022
- 0,060 mm.
Máxima tolerancia antes de reacondicionar 0,099 mm
Juego axial de la biela 0,177
- 0,304 mm
Diámetro interior del buje de la biela
Clasificación
alta 23,820
- 23,823 mm
Clasificación
media 23,818
- 23,820 mm
Clasificación
baja 23,815
- 23,818 mm
Tipo Totalmente flotante
Emplazado por Anillos
Serger" o "circlips"
Luz entre pistón o perno 0,0025 - 0,0076 mm
Clas.
Alta (Color blanco) 23,815 - 23,818 mm
Diámetro Clas.
Medía (Color verde) 23,812 - 23,815 mm
Clas.
Baja (Color amarillo) 23,810 - 23,812 mm
Clase
de Ajuste A
mano con una temperatura de 20°C
Longitud
74,52
- 74,62 mm
Nota: Cada
perno será hermanado con un pistón del mismo grado y color.
Tipo Ranura
horizontal con refuerzo de acero
Material Aleación
de Aluminio Estaño
Altura
75,7
mm
Desplazamiento del perno 1,52
mm
Profundidad
de la cámara del pistón 2,03
- 2,15 mm
Variación máxima de peso permitida por juego 8,850
gs.
Diámetro
Grado
"A" 86,048
- 86,058 mm
Grado
"B" 86,058
- 86,068 mm
Grado
"C" 86,068
- 86,078 mm
Grado
"D" 86,078
- 86,088 mm
Grado
"E" 86,088
- 86,098 mm
Serv. Sólo
Sobre Med. Max. 030" 86,819
- 86,829 mm
Juego de la falda del pistón,
medida en ángulo
recto al orificio del perno y a 15,951 m (628")
de la parte inferior. 0,063
- 0,083 mm.
Compresión 1°
cromado - 2° biselado
Control de aceite Uno
- ranurado
Luz de aros (entre puntas)
Compresión 0,35
- 0,45 mm
Control de aceite 0,25
- 0,35 mm
Tolerancia
de montaje en la ranura del pistón 0,04
- 0,19 mm (para todos los casos)
Tipo Mecánico
Material Silicio
- Cromo (Endurecidos
Juego en el block 0.0102
- 0.432 mm.
Diámetro
23.8023
- 23.7896 mm.
Largo 49.53
mm.
Tipo Cadena
doble
Número de eslabones 64
Paso 9,52
mm
Ancho interno 15,95
mm
Diámetro del rodillo 6,35
mm
Bomba Tipo
rotor excéntrico
Transmisión de la bomba por engranaje
oblicuo en el árbol de
levas
Presión normal con motor caliente y a régimen
normal de funcionamiento (aproximadamente a
2.400 r.p.m.) 3,51
- 4,21 Kg. cm
Presión a 1.000 r.p.m. 1,75
- 2,86 Kg. cm
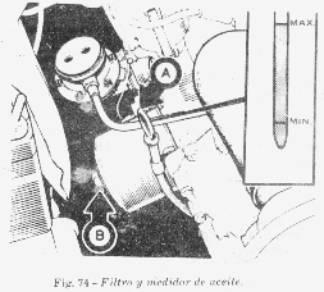
Filtro Tipo De
flujo Total
Capacidad del filtro 300
cc.
Capacidad del cárter 3,970
lts
Capacidad total 4,270
lts.
Cilindro
Grado "A"
86,131
mm
86,121
mm
Pistón
Grado "A"
86,048
mm.
86,058
mm.
Tolerancia
0,088
mm.
0,063
mm.
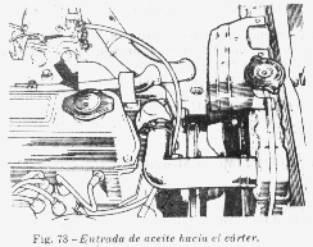
El mismo engranaje de mando de la bomba de aceite
sirve de conexión para el distribuidor.
Un encastre excéntrico en el distribuidor se aloja en
la muesca de arrastre del engranaje de la bomba girando a igual revoluciones
que ésta.
El eje del distribuidor y el eje de la bomba con el
engranaje de mando forman una sola línea, debiéndose considerar la posición del
encastre excéntrico, en el engranaje de mando, cuando se instale la bomba de
aceite después de una reparación.
IMPORTANTE:
El volante mantiene una sola posición de armado y es
del tipo totalmente balanceado en conjunto con el disco y plato de embrague,
debiéndose marcar la posición de este último cuando sea necesario el desmontaje
para una reparación.
El sistema de ventilación de cárter es del tipo
cerrado. Todos los gases acumulados en el cárter son arrastrados por succión desde la salida de la tapa de balancines;
pasan por un filtro intermedio y entran al filtro de aire para terminar
quemándose en las cámaras de combustión, juntamente con la mezcla de
aire-nafta.
La entrada de "vapores de aceite" a las
cámaras de combustión favorece la lubricación de las partes altas del cilindro,
La limpieza del filtro de "malla" se
realizara a los 10:000 km sumergiéndolo en kerosene y sopleteándolo con aire
comprimido luego de escurrido.
El desmontaje de un motor puede estar contemplado de
variadas maneras y de acuerdo al buen entender de cada mecánico, pero esto no
debe invalidar lo aconsejado por la fábrica y los métodos que ella propone,
pues es fácil suponer que "ella sabe lo que hace",
Siguiendo entonces esos consejos, el motor debe ser
extraído formando conjunto con la caja de velocidades, por ser de mayor
facilidad esta operación y aprovechar el control de todos sus componentes.
TAREAS PREVIAS AL RETIRO DEL MOTOR
Para permitir la salida total del agua en el radiador
de calefacción, se llevará la perilla de mando del calefactor tracia la
posición "caliente"- Luego, se desagota totalmente el radiador y el
block de cilindros.
- Se
desconecta y se retira la batería.
- Se
procede a desmontar totalmente el capot.
- Se
protegerá la carrocería y guardabarros con lienzos
y fundas.
- Desconectar la
varilla de mando del acelerador que se relaciona con el pedal, desde la
mariposa de aceleración.
- Desconectar
el cable del cebador
- Desacoplar
las mangueras de agua.
- Desmontar
el radiador
- Sacar
el ventilador, la correa y polea de la bomba de agua.
- Desconectar
los cables del medidor de temperatura; luz de presión de aceite; conexión del
primario del distribuidor y cable de alto voltaje de la bobina.
- Desconectar
la cañería de la bomba de nafta.
- Desconexionar
los cables de corriente y "masa" del motor de arranque.
- Sacar
los tornillos superiores centrales del cubrevolante.
Si el taller dispone de fosa, no será necesario
levantar el vehículo por su parte delantera, pero de no poseerla, tendrá que
ser levantado y apoyado sobre dos soportes, colocados en los largueros del piso
y a una altura que deje el espacio suficiente para trabajar por debajo del
vehículo.
ADVERIENCIA
Cuando se levante el auto, comprobar que el plato del
crique se halle debajo y en el centro del travesaño delantero, evitando que
roce las paredes del cárter. Luego, colocar soportes para levantar el auto por
la parte trasera.
Por dentro del vehículo, retirar el guardapolvo de la
palanca de cambios en el piso y sacar los tornillos de sujeción de la misma en
la extensión de la transmisión. Retirar la palanca de cambios.
Desacoplar el eje cardán y retirarlo del extremo a
continuación de la caja. Cuidar, protegiéndolo con trapos limpios, el manguito
deslizante del cardán.
Desconectar el cable del velocímetro y el del embrague
del extremo de la horquilla.
Desmontar los tornillos que sujetan la barra estabilizadora
en el lado inferior del bastidor, para poder separar la barra en el momento de
levantar el motor.
Sacar
los tornillos de sujeción del soporte de la prolongación de la caja, e
instalar un crique debajo de ella para soportarla. Sacar
las tuercas de sujeción de las patas del w><>tor desde el interior del
travesaño delantero.
Sacar
las tuercas de sujeción de las patas del w><>tor desde el interior del
travesaño delantero.
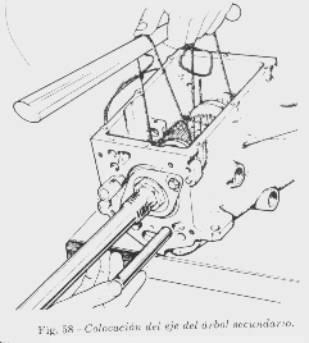
Mediante un aparejo, levantar y retirar el conjunto
motor-caja, ejerciendo una Inclinación aproximada de 45 grados como se indica
en la figura a.
- Desacoplar
la caja de velocidades.
- Vaciar
el cárter de aceite.
- Sacar
los tornillos, retirar el cárter v el tubo de la varilla medidora.
- Retirar
los tornillos de fijación de la bomba de aceite y desmontar la de la base en
del block.
- Marcar
la posición del plato de embrague y el volante del motor aprovechando para
comprobar si existen fugas por el tapón del cojinete trasero del eje de levas.
- Instalar
el motor en un banco de trabajo soportado por tacos de madera y apoyando en la
superficie de asiento del cárter, inmediatamente debajo de los cojinetes de
banca números 1 y 5 y a una altura tal que las cabezas de biela se hallen alejadas
de la superficie del banco de trabajo.
- Desmontar
los múltiples de admisión de escape.
- Desacoplar
las tuberías de nafta de la bomba y del avance al vacío del distribuidor.
- Desmontar
la tapa de los balancines con su eje y los levantaválvulas numerándolos para
que puedan ser instalados sin alterar el orden en que trabajaron.
- Sacar
la tapa de los cilindros y el cartucho del filtro de aceite.
- Sacar
el alternador y la bomba de agua.
- Sacar
el distribuidor y la bomba de nafta. Trabar el cigüeñal para evitar que gire
(trabarlo con un trozo de madera) y aflojar el bullón de la polea del cigüeñal
retirando después la polea.
- Retirar la cubierta
de la cadena de distribución, asegurándose que los pernos-guía no se
desajusten de la cara del block de cilindros.
ADVERTENCIA
Los tornillos de fijación de la cubierta de
distribución, por ser de distintas longitudes, se tomarán nota de su lugar de
colocación para evitar inconvenientes durante el armado.
- Retirar el tensor de
la cadena de distribución, aflojando los tornillos de sujeción y presionarlo
para que no se desarme durante el desmontaje.
- Aflojar
el tornillo y arandela de sujeción del eje de levas al engranaje de
distribución y separar a éste del eje de levas mediante un extractor.
- Atraer
hacia el operador el engranaje del cigüeñal y sacar conjuntamente el engranaje
del árbol de levas y la cadena de distribución.
- Sacar
los botadores de sus alojamientos del block, tomando nota del lugar de donde
fueron extraídos para impedir cambiarlos de sitio cuando vuelvan a colocarse.
- Desmontar
los tornillos que sujetan la placa de empuje del árbol de levas y retirar la
placa. Luego, se retira el eje de levas.
- Separar
los soportes y retirarlos del block.
- Apoyar
el motor adecuadamente y proceder al descarbonizado.
- Desmontar
el conjunto pistón-biela (sino posee marca) el número de cilindro al cual
corresponde, sobre las tapas de biela.
Sin retirarlos, aflojar los bulones de las tapas de
bancadas.
- Sacar
los espárragos del asiento de la tapa del block de cilindros.
- Apoyar
el motor sobre el plano de la cabeza de cilindros, o sea que se invierte su
posición normal, y en esa posición se procederá a retirar los bulones de las
tapas de bancada, desmontando a éstas controlando su posición y orden de
colocación para no mezclarlas.
- Retirar
el cigüeñal con el retén de aceite trasero.
- Sacar
los medio cojinetes y las dos semiarandelas de empuje, anotando su ubicación en
del block para su correcta y posterior colocación.
- Controlar
el estado de los cojinetes del árbol de levas.
- Retirar
las válvulas de la tapa de cilindros, marcando el lugar donde trabajaron para
volver a colocarlas en ese sitio.
- Controlar
que se han colocados los retenes de aceite en las guías de las válvulas de
admisión.
NOTA
Luego de las explicaciones precedentes para el desarme
del motor, se incluyen seguidamente los procedimientos de ajuste de los
órganos del motor tales como, cilindros, bielas, pistones cigüeñal, etc., en
valores numéricos de condiciones de desgastes, tolerancias, ajustes y límites
para reposición. Además de las cotas originales, sobre-medidas, submedidas y
demás valores correctos estipulados por el departamento de ingeniería de la
fábrica "Chrysler"
ADVERTENCIA IMPORTANTE
Ningún mecánico debe pretender innovar en lo que hace
al ajuste y reparación, debiendo emplear repuestos legítimos y atenerse a las
tolerancias dispuestas y las cotas señaladas en cada caso.
Por ser ello de suma importancia para una reparación
formal, se incluyen los valores numéricos e ilustraciones en la extensión
indispensable.
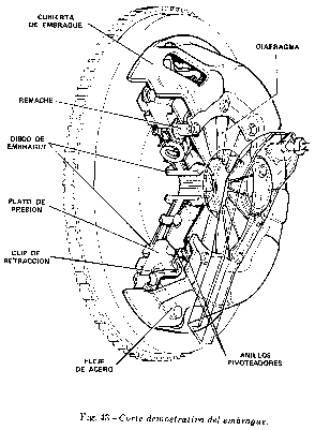
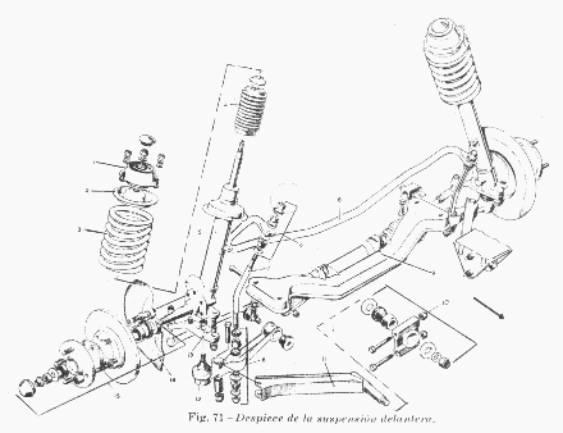
1 - Torre de balancines y
tornillos de montaje. 2- Contratuerca de ajuste de balancín.
2- Contratuerca de ajuste de balancín.
3-Tornillo de ajuste de
balancín.
4 - Balancín de válvula.
5- Resorte interior entre
balancines.
6- Tapones de extremo de eje
de balancines.
7- Eje de balancines.
8- Resorte exterior.
9- Traba de resorte exterior.
10- Seguro de válvula.
11- Collarín interior.
12- Platillo de resorte de
válvula
13- Retén de aceite -
Válvula de
admisión
solamente>
14 - Clip de retén do aceite.
15- Resorte de válvula.
16 - Válvula de admisión.
17- Válvula de escape.
18 - Levanta válvula.
19 - Botador.
20- Cojinete trasero de árbol
de levas.
21- Arbol de Levas.
22- Cojinete central de árbol
de levas.
23- Placa de empuje de árbol
de levas.
24 - Tornillos de sujeción de
placa de empuje.
25- Cojinete delantero de
árbol de levas.
26 - Cadena de distribución -
doble.
27 - Engranaje de árbol de
levas.
28 - Prisionero de engranaje
de árbol de levas.
29 - Tomillo y arandela de
sujeción
30- Aro superior de pistón -
Cromado
31 - Segundo aro de pistón -
Tipo escalonado
32- Aro control de aceite -
Tipo ranurado.
33 - Pistón.
34- Perno de pistón.
35 - Anillo de presión.
36- Biela.
37-Casquillo de pie de biela.
38 - Tornillos y tuercas de
cabeza de biela.
39- Tapa de biela.
40-
Cojinete do cabeza de biela.
41- Tensor automático de
cadena de distribución.
42- Chaveta de engranaje de
cigüeñal.
43- Engranaje de cigüeñal.
44- Polea de cigüeñal.
45 - Bulón de sujeción de
polea de cigüeñal.
46- Cojinetes de bancada Núm.
1, 2, 4, y 5.
47- Cojinetes de bancada Núm.
8.
48 - Arandelas de empuje.
49- Cigüeñal.
50- Retén de aceite extremo
trasero del cigüeñal.
51- Espiga de volante.
52- Corona de volante.
53- Volante.
54- Tornillos de sujeción del volante.
55- Buje de Directa.
56- Amortiguador.
57- Torni1los.
RETIRO DE LA TAPA DE BALANCINES
Se debe desconectar el tubo de avance al vacío del
distribuidor y el tubo de salida de ventilación del cárter para poder retirar
la tapa de balancines.
Seis tornillos son los que fijan la tapa de
balancines, los cuales se atraerán para sacarla procediendo con cuidado a
efectos de no dañar la junta.
Se efectuará su limpieza , comprobando también que el
conducto de salida de ventilación del cárter no se encuentre tapado.
Cuando se proceda a colocar la tapa, si el borde de la
misma no apoya perfectamente, cambiar la junta.
Desmontar los tornillos de fijación de las torretas en
forma pareja para que no se produzca la flexión del eje.
Sacar el conjunto de balancines (figura 4-A) y el clip
del resorte en ambos extremos del eje, quitando las rebarbas de las ranuras
para que no rayen los diámetros internos (¡e los balancines, soportes y
resortes.
Verificar el eje y los balancines. Reemplazarlos si
mostraran ralladuras o desgastes.
Los balancines se ajustarán en el eje con un mínimo de
tolerancia;
No debe esmerilarse la superficie del balancín que
toma contacto con la válvula. Esa superficie sólo admite un levísimo
rectificado para eliminar un pequeño desgaste, pero conservando la curvatura original.
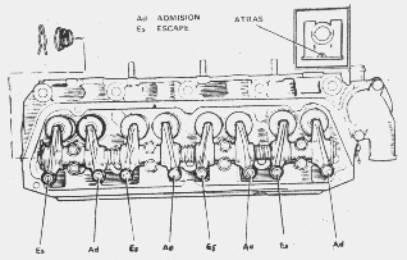
AJUSTE DE LOS BALANCINES DE VALVULAS
Este ajuste deberá ser efectuado estando el motor bien
caliente o a temperatura normal de funcionamiento, regulando la luz entre
balancines y vástagos de las válvulas a los siguientes valores:
Para las válvulas de admisión: 0,20 mm. Para las
válvulas de escape: 0,30 mm.
En la regulación precedentemente citada, se utilizara
una sonda o peiné de láminas calibradas, y se insertará en la forma que indica
la figura 5.
Cuando la tolerancia d~ balancín sea la correcta, la
sonda se mostrará firme, pero no muy ajustada, pudiendo moverse entre el
balancín y el vástago de la válvula, mientras se procede al ajuste por medio
de un destornillador aplicado a la ranura del tornillo regulador. Se afloja la
contratuerca y se hace girar el tornillo hasta que la sonda se deslice como se
indicó anteriormente.
Después se ajusta la contratuerca firmemente.
Finalizadas las operaciones de regulación de válvula, se procede a colocar la
tapa de los balancines.
Fig.5 - Ajuste de la luz de válvulas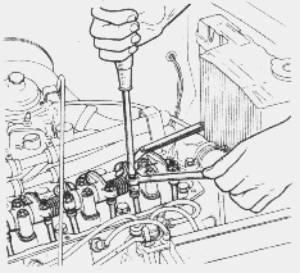
TUBULADURAS DE ADMISION Y ESCAPE (MULTIPLES)
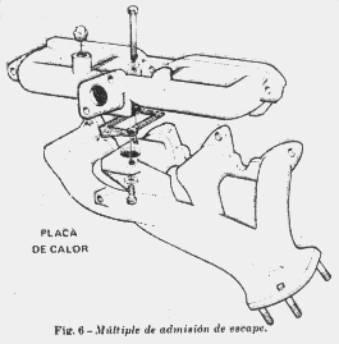 Los
múltiples de admisión y escape se hallan unidos entre sí, en su parte medía y
no podrán entonces desmontarse por separado para 5;' reparación individual.
Los
múltiples de admisión y escape se hallan unidos entre sí, en su parte medía y
no podrán entonces desmontarse por separado para 5;' reparación individual.
Para separar el múltiple de admisión del de escape,
deben retirarse los dos tornillos con arandelas que los
mantienen acoplados.
Entre ambos múltiples, está interpuesta una placa de
calor para regular la cantidad de calor de los gases de escape que debe
irradiar a la cámara de calentamiento del múltiple de admisión.
Entre la plata y los múltiples, no se emplean juntas. La Instalación correcta de la placa
deflectora se indica en la figura 1.
Empleando juntas nuevas, colocar el múltiple de
admisión y escape en la tapa de cilindros colocando todos los tornillos y
tuercas con sus correspondientes arandelas, acoplando el conjunto contra la
tapa de cilindros con un suave ajuste de los tornillos.
Ajustar el tornillo para unión del múltiple de escape
y admisión con tensión preparatoria y sin forzar. Lo mismo se efectuará con
las tuercas y tornillos del conjunto de múltiples.
El primer torque se efectúa para evitar que la junta
se queme al poner en marcha el motor. El apriete definitivo se hará con el
motor caliente o a temperatura normal de funcionamiento.
Conectar el varillaje del acelerador, cable del
cebador y tubos del avance al vacío y de alimentación del carburador.
Colocar la junta del caño de escape con el reborde
orientado hacia la brida de aquel. Luego, instalar el caño de escape y ajustar
las tuercas.
Instalar el filtro de aire, poner en marcha el motor,
dejándolo calentar unos minutos y ajustar nuevamente las tuercas y los
tornillos de los múltiples al torque máximo.
La tapa de cilindros está construida en hierro de fundición
y no posee guías postizas para válvulas; en cambio, éstas están maquinadas
directamente sobre la fundición.
Cuando por el uso los diámetros internos se desgasten,
las guías podrán ser escariadas para instalar válvulas con vástagos supermedida
en 0,003, 0,015 y 0,080 de pulgada.
La reparación realizada deberá ser pareja en las ocho
guías de válvulas y según corresponda, se marcarán con los números 3 - 15 ó 30
en la parte delantera de la tapa como indica la figura 7, para reconocer el
tipo de guía válvula que se ha colocado.
Ante una nueva reparación de la guía, se borra a
cincel el número anteriormente grabado y se estampará otro nuevo que
corresponda al calibre de vástago empleado y a un costado de la marcación
anterior.

La junta de repuesto originales para tapas de cilindros,
llevan grabadas tres letras "TOP" (parte superior) indicando su
posición y el número de pieza y su procedencia.
La construcción de las juntas es a base de asbestos
conglomerado, con refuerzo interno de acero, y la superficie de contacto con
la cámara de combustión se halla protegida con anillos de acero prensado.
Faltando las letras (TOP) en la cara de la junta (cosa
que puede ocurrir), la posición podrá determinarse por la ubicación del
orificio en forma de ovalo en la parte delantera, y que corresponde al conducto
de llegada del aceite a presión hacia los balancines y a la canaladura sobre
los conductos a los botadores, el cual deberá contraerse hacia arriba.
Las juntas están barnizadas en color aluminio y deben
recubrirse con un sellador tipo plástico que no endurezca antes de
instalarías.
Cuando es necesario cepillar la superficie del asiento
de la tapa de cilindros, se debe tener en cuenta que el espesor máximo que
puede rebajarse, es de 0,127 mm. Cualquier exceso en ese rebaje provocará
inconvenientes tales como detonaciones y funcionamiento irregular del motor.
AJUSTE DE LOS
TORNILLOS Y TUERCAS
DE LA TÁPA DE CILINDROS
El procedimiento correcto para ajustar tornillos,
tuercas y espárragos de la tapa de cilindros, es procurar seguir el orden de
apriete aconsejado por fábrica que, por regla general, es similar en todos los
motores (figura 8). El apriete debe ser siempre efectuado con una llave
dinamométrica con la precaución de
que luego de ajustados, se aflojen levemente para luego volver a ajustarlos
definitivamente. Esta precaución permite evitar la lectura errónea de la llave
dinamométrica en el caso que algunos de los bulones o espárragos hayan quedado
atascados o pegados.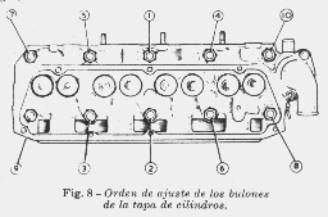
Con un compresor de resortes (figura 9) comprimir el
resorte de válvula para sacar los seguros y el platillo. Efectuar la operación
con mucho cuidado para evitar que el material cementado del collarín situado
dentro del platillo, raye el vástago de la válvula.
Abrir el compresor de resorte y sacar el platillo y el
resorte.

Comprobar que el extremo del vástago no presente
ninguna robaba que podría dañar la guía al sacar la válvula, la que deberá
salir suavemente de su alojamiento.
Cuando se retiran válvulas de admisión, también deben
sacarse los retenes de aceite (Figura 10).
 Todo
mecánico sabe y conoce la forma de examinar las válvulas para determinar
posibles deformaciones, picaduras, grietas, etc. Las válvulas quemadas o
agrietadas deberán ser reemplazadas por otras nuevas, pero las que se
encuentren con poco desgaste, podrán ser reparadas con un pimpi rectificado.
Todo
mecánico sabe y conoce la forma de examinar las válvulas para determinar
posibles deformaciones, picaduras, grietas, etc. Las válvulas quemadas o
agrietadas deberán ser reemplazadas por otras nuevas, pero las que se
encuentren con poco desgaste, podrán ser reparadas con un pimpi rectificado.
Los asientos de válvulas también deben revisarse v si
acusaran defectos podrán ser fresados.
El desgaste de los vástagos de las válvulas se comprueba
por medio de un comparador (figura 11) ya que al no desgastarse en forma uniforme la única comprobación posible es u
utilizando el comparador o micrómetro al dial Si los vástagos se encuentran muy
desgastados, se cambiarán las válvulas por otras nuevas.

Con el comparador anteriormente citado, puede verificarse
el grado de desgaste de una guía.
Se instala el porta-comparador y se articula en la
posición adecuada para que el botón del mismo apoye sobre el vástago de la
válvula. (El comparador debe estar a la altura correcta y en ángulo recto con
la válvula>.
Mover la válvula en dos sentidos; la lectura no excederá
de:
Para
la válvula de admisión: 1,23 mm.
Para
la válvula de escape: 2,28 mm.
Si esta lectura excede aquellos valores, se procederá
a escariar las guías de válvulas a las dimensiones indicadas para las válvulas
supermedida.
Cuando el desgaste resultara excesivo, se escariarán
las guías en forma gradual hasta los valores permitidos. No se deberá exceder
de una cota de 0,762 mm supermedida en una sola operación.
Las válvulas con vástagos supermedida se proveen en
los valores de 0,076 - 0,381y 0,762 mm.
Para la verificación de los resortes se medirá su altura
y su escuadrado por medio de la escuadra de la figura 12. Esta verificación se
efectuará sobre los dos extremos del resorte y en distintas posiciones.
Desechar todos los resortes que no reúnan las condiciones establecidas por
fábrica.
RETENES DE ACEITE
DE LOS VASTAGOS DE LAS VALVULAS DE ADMISION
Todos los retenes deben reponerse por otros nuevos
cada vez que se desarme una válvula de admisión.
Los retenes de aceite para válvulas standard y de
0,076 mm. de supermedida, no poseen marca.
Los retenes para válvulas en supermedida 0,381 y
(1,762 mm tienen grabado sobre su cara alta superior el numero 15 030, según
corresponda, o sea su equivalencia en pulgadas; para 0,381 mm (0,015 pulg.) y
para 0,762 mm (0,030 pulg.) No
llevan retenes de aceite las válvulas de escape.
No
llevan retenes de aceite las válvulas de escape.
RECTIFICACION DE ASIENTOS Y CABEZAS
DE VALVUILAS
Las válvulas muy estropeadas o dañadas no se deben, ni
es aconsejable rectificarlas, pues quedarían muy profundas en sus asientos y
con la cabeza muy debilitada o de poco espesor, lo que originaría
recalentamientos, pérdidas de potencia y fallas en la válvula de escape.
El asiento de la cabeza de válvulas sólo debe
rectificarse para dejarlo exacto y libre de marcas, con un ángulo de 45 grados
tanto para admisión como para escape. Los ángulos se medirán desde la parte
superior de la cabeza (figura 13).
Cuando se rectifiquen válvulas se verificara el espesor
del margen que queda sobre el asiento (figura 14).
El espesor no debe ser menor de 1,01 mm. Toda válvula
que no permanezca dentro de esa tolerancia, debe ser reemplazada.
Luego del rectificado, se esmerilarán las válvulas en
sus asientos hasta lograr un ancho de contacto no superior a 1,524 mm.
TECNICA DEL ESMERILADO DE
VALVULAS
Antes del esmerilado, comprobar que tanto las válvulas
como sus guías y asientos, se encuentren en perfecto estado, como así también
los vástagos.
Se aplica una pequeña cantidad de pasta esmeril (grano
fino), la que se extenderá uniformemente en derredor del asiento, y se procede
al esmerilado con la precaución que el esmeril no penetre alrededor del vástago
de la válvula.
Con la herramienta para esmerilar se girará la válvula
hacia derecha e izquierda efectuando al mismo tiempo una leve presión.
Durante & proceso de esmerilado, debe levantarse y
girar la válvula con frecuencia hacia una nueva posición sobre su asiento para
conseguir un buen contacto.
Por ningún motivo se girará la válvula en forma completa
sobre su asiento durante la operación, pues se producirían círculos rayados en
el asiento. Tampoco deberán golpearse las válvulas sobre sus asientos al
esmerilar, pues ello originaría incrustaciones de los cristales de la pasta
esmeril en los asientos, dando por resultado el deterioro a corto tiempo.
El esmerilado debe continuarse hasta conseguir un
contacto continuo y estrecho en la válvula y su asiento. El ancho del borde de
contacto no debe exceder de 1,524 mm.
Se limpia perfectamente la pasta de esmerilar que
queda en el asiento y la válvula con un trapo seco, y la verificación del
contacto se efectuará poniendo una pequeña cantidad de Azul de Prusia en el
asiento. Se hace apoyar la válvula, girándola luego no más de 3 mm. en ambos
sentidos. Al retirar la válvula deberá aparecer un trazo en círculo completo
teñido de azul, tanto en el asiento como en la cara de la válvula. Esto
indicará un esmerilado correcto.
RETEN DE ACEITE DE LA TAPA DE DISTRIBUCION
El retén de aceite ubicado en la tapa de distribución,
puede quitarse desde el interior de aquella, sujetando apropiadamente el
alojamiento de la tapa por el lado exterior.
El retén nuevo se hace penetrar en la tapa de distribución
por el lado de afuera mediante una prensa. Al instalarlo, se apoyará la parte
plana del alojamiento sobre un soporte para impedir deformaciones. En la
figura 15, se muestra la posición correcta del retén, que sitúa el lado del
resorte hacia el interior de la tapa.
Los nuevos retenes se instalan untando con grasa la
superficie en contacto con la polea del cigüeñal para evitar que la fricción lo
queme cuando se pone en marcha el motor. No debe usarse aceite para motor por
cuanto acabaría por escurrirse y no quedaría protegido contra la fricción. No
debe engrasarse ni aceitarse el diámetro exterior del retén que se halla en
contacto con la tapa de distribución.
No
debe engrasarse ni aceitarse el diámetro exterior del retén que se halla en
contacto con la tapa de distribución.
Las pérdidas o fugas que pueden producirse, pueden
tener su origen en el diámetro de la polea del cigüeñal que gira dentro del
retén, la que deberá encontrarse lisa y libre de rayaduras, rebarbas o incrustaciones.
ENGRANAJES Y CADENA
DE DISTRIBUCION
Sacar
la tapa de distribución y hacer girar el cigüeñal para que coincidan la marca;
de puesta a punto en los dos engranajes (figura 16).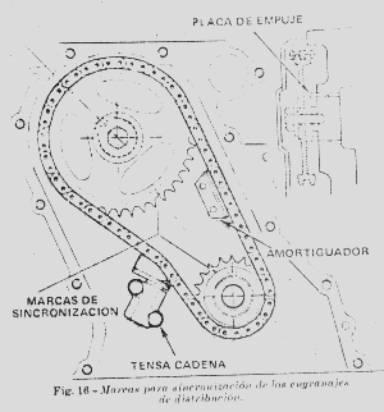
Desmontar
el tensor automático de la cadena de distribución y mediante un extractor,
sacar el engranaje del árbol de levas,
después de haber retirado el tornillo y la arandela que lo fija.
El
engranaje del cigüeñal no se halla muy ajustado, pudiendo retirarse en una sola
operación, conjuntamente con el engranaje del árbol de levas y la cadena de
distribución.
Verificar
el desgaste de la cadena y de los engranajes.
El desgaste de la cadena se comprueba por el excesivo juego de los eslabones y
por la posición del tensacadena al
proceder al desmontaje.
El
desgaste de los engranajes se comprueba por la deformación del radio interior
de los dientes, el cual será más pronunciado en el lado contrario al sentido de
giro del motor.
Nota:
Cuando
cambie la cadena, también deberán cambiarse los engranajes. Lo mismo puede
decirse si se cambian uno o ambos engranajes. La operación correcta consiste en
el reemplazo de todo el conjunto.
Para
el montaje, ubicar la chaveta del engranaje del cigüeñal hacia arriba (pistón 1
y 4 en el punto muerto superior) y la clavija de arrastre del engranaje del
árbol de levas, en la posición mostrada en la figura 16, para poder alinear las
marcas de sincronización de los dos engranajes.
Colocar
el engranaje del cigüeñal en su posición, pero en forma de poder montar la
cadena de distribución.
Instalar
la cadena en los engranajes del cigüeñal y del árbol de levas, de forma que las
marcas de los dos engranajes queden en una misma línea, mientras la cadena se
halle tensa en su lado impulsor.
Colocar
el engranaje del árbol de levas en su posición localizándolo con la clavija de
arrastre. Empujar el engranaje contra su respaldo. Ajustar lentamente el
tornillo con la arandela de fijación del engranaje del árbol de levas para
llevar a éste a su posición
No
debe golpearse el engranaje del árbol de levas para hacer que penetre, por
cuanto se dañaría el eje de levas y su placa de empuje.
Ajustar
el tornillo de retención y colocar el tensor de la cadena.
 TENSOR AUTOMATICO DE LA CADENA DE
DISTRIBUCION
TENSOR AUTOMATICO DE LA CADENA DE
DISTRIBUCION
Este
tensor de cadena está compuesto por las piezas que se detallen seguidamente y
que se aprecian en la figura 17.
1-
Orificio de pasaje de aceite a la cadena.
2-
Cabeza de resbalamiento.
3-
pistón de la cabeza de resbalamiento.
4-
Resorte.
5 -
Perno limitador (dentro del pistón 3).
6 -
Cilindro.
7-
Cuerpo del tensor.
8-
Contraplaca.
9 -
Orificio de entrada de aceite.
10
- Guarnición de cartón.
Posee
una cabeza de patinamiento construida en material sintético muy resistente al
rozamiento e inatacable por el aceite (2) unida a una placa de acero montada en
el extremo del pistón (3) el cual ajusta perfectamente, pero libremente en el
cuerpo del tensor (7). Un resorte de leve tensión calibrada (4) en combinación
con la presión de aceite, mantiene la cabeza contra el lado de arrastre de la
cadena para tensaría adecuadamente.
En
la media que el pistón (3) se desplaza hacia afuera compensando el aflojamiento
de la cadena, el movimiento del perno limitador (5) dentro de la espiral del
cilindro (6) hace que este gire. El movimiento de retroceso del pistón (3) se
impide con el perno limitador (5) del pistón (3), el cual encaja en el rebaje
dentado más próximo en la parte dentada dentro de la espiral del cilindro (6),
figura 18.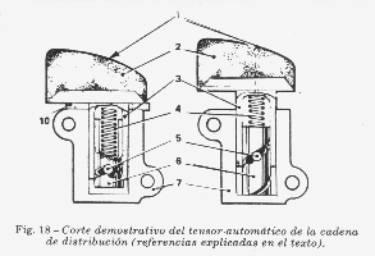
El aceite del motor penetra
en el cuerpo del tensor a través de un pequeño orificio (9) ubicado en la guía
del alojamiento, la cual se aloja en el block de cilindros. El
aceite, luego de, atravesar el interior del tensor, sale por la perforación (1)
en el cabezal de patinamiento para lubricar la cadena distribución.
La contraplaca (8) ofrece la
superficie sobre la cual puede deslizarse el cabezal de patinamiento.
En la figura 18 se aprecian
cortes transversales del tensor en dos posiciones, enclavado hacia abajo con la
guarnición (10) instalada y en funcionamiento normal.
Si el cabezal de patinamiento
del material sintético se encuentra desgastado en más de 1,3 mm o tenga otro
signo de desgaste, deberá reemplazarse el tensor.
Cojinetes
Los cojinetes del árbol de
levas son de gran resistencia al desgaste y normalmente solo es necesario
cambiarlos cuando debe reacondicionarse el block de cilindros.
Estos cojinetes no requieren
rectificación después de instalados en esta posición. Deben ser extraídos y
montados con una herramienta especial ilustrada en la figura 19, empleado sus
arandelas de apoyo y sus correspondientes adaptadores, cuyas fases de
extracción y montaje se muestran en las figuras 20 al 25.
1 - Extractor y barra
deslizante. 2 - Mariposa.
2 - Mariposa.
3 - Arandela de tope.
4 - Arandela grande de apoyo.
5 - Arandela chica de apoyo.
6 - Adaptador para el
desmontaje del cojinete delantero.
7 - Adaptador para desmontaje
del cojinete trasero.
8 -
Adaptador instalador del cojinete central.


Para
sacar los cojinetes; previamente se efectuarán las siguientes tareas:
a) Retirar el volante, el embrague, la
tapa de cilindros, los botadores, los engranajes de distribución, la bomba de
aceite y el árbol de levas.
b) Con un punzón largo, se expulsará el
tapón del extremo del cojinete trasero del árbol de levas.
DESMONTAJE DEL COJINETE DELANTERO
Se
podrá emplear (en todas las operaciones que se explican) uno de los adaptadores
de repuesto como espaciador, para separar la tuerca grande de mariposa (2) del
bloque de cilindros, para poder girarla más fácilmente.
Colocar
el adaptador (6) en el cojinete delantero y situar la pequeña arandela de apoyo
(5) en el extremo posterior del alojamiento del cojinete traseros.
Instalar
el eje exterior (1) y la tuerca-mariposa (2) y la de tope (3) en la posición
indicada en la figura 25, extrayendo el cojinete hacia el interior del pasaje
del árbol de levas. Luego se retira la herramienta.
Tirar
del cojinete lo más adelante que se pueda y girar al éste para que su
entalladura se oriente hacia un extremo que, al inclinarse, reducirá su
diámetro. Ello puede lograrse presionando con los dedos, retirándolo
oblicuamente a través del orificio del alojamiento.
DESMONTAJE DEL COJINETE CENTRAL
Enroscar
el adaptador (9) en el eje roscado (1). Girar el adaptador (9) de manera que
con el eje (1) pueda introducirse a través de los cojinetes delantero y
central, llevándolo hacia la superficie posterior del cojinete central como se
indica en la figura 24.
Instalar
el adaptador (6) en el orificio del alojamiento del cojinete delantero para
centrar el eje (1) y la arandela grande de apoyo (4) sobre el eje.
Mediante
la mariposa (2) se extraerá el cojinete central y se desenrosca el adaptador
(9) del eje (1).
DESMONTAJE DEL
COJINETE TRASERO
Instalar
el adaptador (7) en el extremo posterior del cojinete trasero.
Colocar
el adaptador (6) en el orificio del alojamiento del cojinete delantero para
centrar el eje extractor (1) y la arandela grande de apoyo (4) sobre el eje
(1).
Con
el eje extractor (1), la tuerca mariposa (2) y la de tope (3), se extraerá el
cojinete trasero del árbol de levas (figura 23).
MONTAJE DE LOS
COJINETES DEL ÁRBOL DE LEVAS
Las
mismas ilustraciones de las figuras anteriormente citadas, muestran las fases
tanto en lo que se refiere al desmontaje como a su montaje. Esas figuras
explicativas corresponden a los números que parten de la figura 20 hasta la
25, inclusive.
TAPÓN TRASERO DEL
ARBOL DE LEVAS
Luego
del montaje de los cojinetes del árbol del levas, se debe aplicar un nuevo
tapón retén de aceite en el rebaje del extremo posterior del cojinete trasero
del árbol de levas.
Cojinetes
de aluminio-estaño o de cobre-plomo, revestidos de "indio" son los
que deben emplearse para el recambio. El "indio es un metal blanco que
confiere gran tenacidad y dureza al cojinete. Estas clases de cojinetes pueden
soportar cargas mucho mayores que los de metal antifricción, pues son más
duros, evitando que pequeñas partículas se introduzcan en los mismos. Por este
motivo, los apoyos de la cabeza de biela del cigüeñal se rayan si una partícula
abrasiva llegara a los cojinetes.
El
cambio de aceite y del filtro en intervalos que recomienda la fábrica, resulta
muy importante para la conservación de los cojinetes.
Los
cojinetes de cabeza de biela pueden cambiarse retirando el cárter, a condición
que los apoyos de la cabeza de biela en el cigüeñal, no se encuentren gastados
o rayados. Controlar el diámetro de los apoyos para determinar la clase de
cojinete a colocar.
DESMONTAJE DE
PISTONES Y BIELAS
Descarbonizar
la parte superior de cada cilindro y
rectificar el borde superior (si muestra escalón por desgaste). Durante esta
operación proteger la parte superior de los pistones. Sacar el cárter y girar el
cigüeñal para que la posición de la biela quede con la cabeza hacia el punto
muerto inferior y de esa manera facilitar el acceso a las tuercas de la tapa de
la biela.
Sacar el cárter y girar el
cigüeñal para que la posición de la biela quede con la cabeza hacia el punto
muerto inferior y de esa manera facilitar el acceso a las tuercas de la tapa de
la biela.
Retirar
la tapa de la biela y colocar el útil indicado en la figura 26, en un bulón de
biela y el protector en otro.
 Presionar el conjunto
pistón-biela hacia afuera el cilindro, cuidando de no rayar los muñones del
cigüeñal.
Presionar el conjunto
pistón-biela hacia afuera el cilindro, cuidando de no rayar los muñones del
cigüeñal.
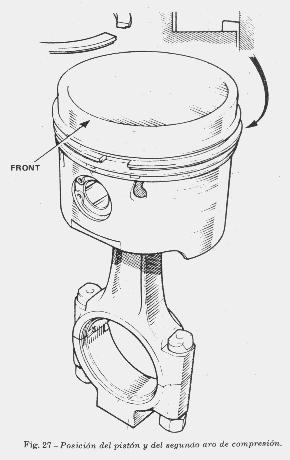
COLOCACION DE PISTONES Y BIELAS
Verificar
que, tanto los pistones como las bielas se hallen montados correctamente
(figura 27) o sea que la posición desplazada (1,52 mm) debe quedar hacia el
costado izquierdo del motor visto de frente (figura 28) y las muescas de
alojamiento para cojinetes en la biela y en su tapa, hacia el lado del árbol de
levas.
Aceitar
el cilindro e introducir el pistón y la biela por ~a parte superior del
cilindro y en forma contraria a lo explicado anteriormente.
Para
facilitar la introducción de los pistones en los cilindros, se utilizará un
compresor de aros de procedencia original pero no de fabricación improvisada,
en razón de que los aros ranurados para regulación de aceite, podrían quebrarse
con facilidad al no disponerse de la herramienta adecuada.
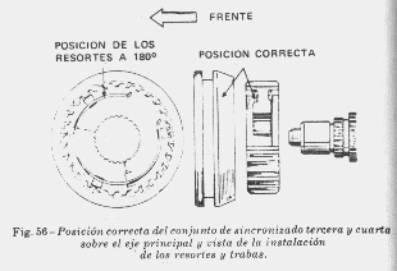
El
primer aro de compresión se colocará con la ranura en sentido de giro, y los
restantes de modo que sus respectivas ranuras se hallen desplazadas 180 grados
una de otra.
Aceitar el muñón de biela y
asentar el cojinete mediante sirves golpes sobre la cabezas del pistón
mediante un martillo de madera o plástico.
Colocar las tapas de las
bielas y ajustar las tuercas a 4 mkg.
Si existieran tuercas del
tipo autoblocantes, las mismas no deberán emplearse si se notara que pueden
enroscarse manualmente en todo el recorrido de la rosca.
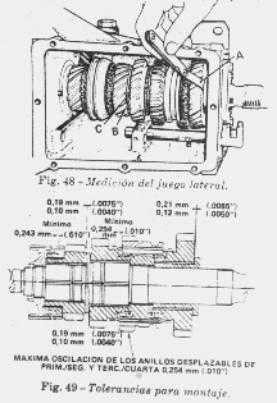
MEDICION DE LA LUZ
ENTRE PISTON Y CILINDRO
USO DEL CALIBRE, COMPARADOR Y MICROMETRO
GRADUADO DE
PISTONES Y CILINDROS
Según tos diámetros descriptos en las especificaciones técnicas, los
pistones y cilindros se gradúan según la codificación A-B-C- ó D. La variación
en el diámetro de cada letra de graduación es de 0,010 mm y la diferencia total
entre los límites entre el más alto y el más bajo del cilindro en el que
existen cuatro variantes, es de 0,040 mm. Por medio de este sistema se logra el
ajuste correcto del pistón cuando se arman en cilindros nuevos con letras de
graduación iguales a la de los pistones.
Las diferencias de diámetro
entre letras de graduación similar para su block de cilindros y los pistones es
la tolerancia o luz necesaria para este último.
La tolerancia media resulta
entonces de 0,063 mm en el diámetro de comprobación del pistón que se encuentra
a 15,951 mm por encima de la parte más baja de la falda del pistón (figura 29).
DETERMINACION DEL
DIAMETRO DEL PISTON
Los diámetros para
clasificación de los pistones, se comprobarán en el block y un instrumento de medición
del tipo a cuadrante con una lectura mínima de 0,0025 mm.
Para
interpretar esta operación deben seguirse atentamente las siguientes
instrucciones. a) Instalar el instrumento
sobre una superficie nivelada.
a) Instalar el instrumento
sobre una superficie nivelada.
b)
Empleando un micrómetro, fijarlo en la lectura 86,121 mm para calibrar el
instrumento.
c)
De la caja de accesorios del instrumento, retirar un prolongador que arroje una
lectura de (-) 1,270 mm de la medida fijada en el micrómetro, dejando el instrumento
preparado para una lectura correcta. Si el desplazamiento o recorrido del
instrumento es menor, se le dejará con medida reducida, pero quedando un
recorrido que contemple todas las graduaciones de los cilindros esto es 0,040
mm para diámetros standard.
d)
Fijar el perno de extensión o prolongación de manera que la aguja permanezca lo
más centrada posible con el cero.
e)
Mover el instrumento dentro del micrómetro ó aropatrón (figura 30) buscando el
máximo recorrido de la aguja indicadora. Determinar ese recorrido y estabilizar
el instrumento con la aguja en su máximo recorrido. Girar el cuadrante para
centrar el cero con la aguja del instrumento. Luego de esa operación, el instrumento
se hallará calibrado para una lectura de 86,121 mm.
f)
Hacer penetrar el instrumento en forma inclinada dentro del cilindro bajo
medición. Hacer oscilar levemente a éste y anotar la lectura máxima de la
aguja, la que deberá sumarse al valor establecido anteriormente. Esto debe
interpretarse así: si se lee un valor de (+38) 0,038 mm se lo deberá sumar a
86,121 mm.
Ejemplo: 86,121 + 0,038 = 86,159 mm.
En
consecuencia, el diámetro del cilindro será de:
86,159
mm.
Comprobando
los valores estipulados para cada clasificación de cilindros, se podrá
observar que el diámetro 86,159 mm está comprendido en la clasificación
"D" que es de 86,162-86,152 mm. Consecuentemente, el cilindro
admitirá un pistón de la misma clasificación "D".
Advertencia
Los
cilindros Me medirán en tres posiciones; superior, centro e inferior, tanto
longitudinalmente como transversalmente para de esa forma poder determinar la
ovalización y conicidad. La máxima tolerancia es de 0.010 mm debiendo estar
comprendida ésta dentro del máximo y mínimo de cada clasificación. En la figura
31, se observa como debe emplearse el
instrumento para deslizarlo dentro del cilindro.
INSTALACIÓN DE PISTONES NUEVOS (MONTAJE)
Verificar
el diámetro del cilindro en la forma indicada anteriormente y establecer la
graduación correspondiente.
Para
un pistón de diámetro d6,086 mm medido a una distancia de 15,951 mm por encima
de la falda del pistón, resulta el grado "D" y éste grado está
comprendido entre 86,088 y 86,078 mm.